
info@pmachine.ru
+375 (17) 207-77-01
+375 (44) 779-91-02










 Отправка с 10 августа 2026
Отправка с 10 августа 2026Цену уточняйте
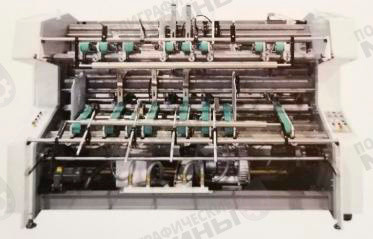
1 и 3 точки склейки. Склейка на 4-6 углов

*На фото EF 1700 с функцией склейки коробок на 4-6 углов
Виды и размеры коробок:

В фальцевально-склеивающих машинах EF используются индивидуальные моторы на каждой секции, СЕРВОПРИВОДА в секции обратной загибки углов для 4-6 точек склейки, шестигранные оси и шкивы, привод зубчатыми ремнями:

Шестигранные оси – намного надежнее фиксируют шкивы – без люфтов и гораздо более выноливы
Индивидуальные моторы привода каждой секции: самонаклад, равнение, предфальцовка, загибка дна, дофальцовки, тромбон.
Реальная скорость работы фальцевально-склеивающей машины зависит от многих факторов:
Подробное описание:
ДВУХУРОВНЕВЫЙ САМОНАКЛАД



Двухуровневый самонаклад
Виды коробок доступные для двух-уровневого самонаклада:
1. Коробки из 2-х частей с самораскладным дном:
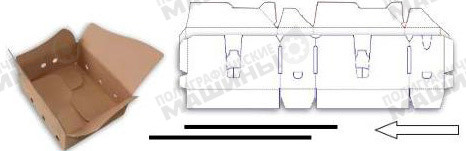
2. Коробка-шелфер «Американка»:

3. Винная коробка с разделительными стенками:

4. Увеличенная 1-клапанная коробка из 2-х частей:

5. Самосборная коробка из2-х частей склеенная по 2-м сторонам (коробка с нахлестом):

Типо-размеры составных коробок для двух-уровневого самонаклада:

Особенности:
1. Индивидуальный привод ремней самонаклада – отдельным мотором с вариатором скорости для идеальной синхронизации в зависимости от формата и конфигурации различных коробок и регулировки зазора в подаче заготовок.
2. На каждом уровне самонаклада по 8 подающих ремней NITTA (Япония) шириной 60 мм. 4 из них – вакуумные (для моделей 1700) обеспечивают легкую настройку и четкую работу самонаклада.
3. Каждый ремень имеет индивидуальную регулировку натяжения.
4. Стандартно самонаклад оснащается вакуумом для работы с гофрокартоном.
5. Пуск/Стоп самонаклада может управляться удаленно оператором посредством беспроводного пульта.
6. Движение боковых упоров и передних упоров легко поддается настройке на формат по шкале.
7. Мощные боковые направляющие пластины толщиной 10 мм позволяют справиться с давлением высоких стопок материала.
8. Передние упоры имеют проводящие ролики – это не просто зубья, как на более старых машинах. Такая конструкция позволяет подавать заготовки более бережно, без задиров и без разворота заготовок от контакта с передним упором.
Современная конструкция разделяющих листы передних упоров (с роликами) самонаклада EF
9. Задняя поддержка стопы их направляющих, колес и скалки – на выбор оператора под разные материалы и разные конфигурации коробок. Позволяют загружать в самонаклад стопу заготовок из гофрокартона до 400 мм высотой и обеспечивать непрерывную дозагрузку на ходу.
10. Вибросистема позволяет четко отделять заготовки одну от другой в стопе и обеспечивать подачу заготовок непрерывным потоком. Использование вибромотора позволяет регулировать уровень амплитуды вибраций более точно под разную плотность материалов. Это позволяет добиться более четкого разделения заготовок при подаче из тяжелой, высокой стопы.

Вибро-сталкиватель EF для быстрой настройки самонаклада на материалы разной плотности
СЕКЦИЯ БОКОВОГО РАВНЕНИЯ: 3 линии конвейерной протяжки

Секция равнения EF с 3-мя проводящими конвейерами с индивидуальным приводом для идеальной параллельности по клапану и, как следствие - для снижения брака.
· Равнение заготовок по одной из сторон для обеспечивая идеальной параллельности перед входом в секцию предфальцовки или склейки;
· 3 линии протяжки для идеального контроля и защиты от провисания.
СЕКЦИЯ ПРЕДВАРИТЕЛЬНОЙ ФАЛЬЦОВКИ
Данная машина в стандарте оснащена 3-мя линиями конвейерной протяжки в секции пред-фальцовки для более надежного контроля заготовки и исключения ее перекоса.
Независимый индивидуальный привод
Стандартно снащена современным компактным модулем предварительной фальцовки (левым) с надежными направляющими для предфальцовки клапана на 180° по 1-му сгибу и ременным модулем пред-фальцовки на 135° по 3-му сгибу (справа) новой конструкции с удобной регулировкой по углу наклона.
Это позволяет предварительно продавить сгибы коробки по линиям продольной биговки и, как следствие, обеспечить ее легкую раскрываемость до нужной формы на упаковочных автоматах. Опционально дооснащается вторым – правым компактным модулем предварительной фальцовки на 180° для коробок с 2-мя параллельными стенками, конвертов и т.п.
Секция предварительной фальцовки на 135⁰ с быстрой регулировкой угла наклона EF
1. Верхняя часть роликовых протягивающих конвейеров оснащена пневмо-цилиндрами для быстрого подъема и запрессовки конвейеров. Как результат – оператор очень легко и быстро может запрессовать или отжать нужную линию протяжки нажатием одной кнопки. Это способствует быстрой переналадке всей машины с тиража на тираж.

Пневмоприжим верхних конвейеров с индивидуальных пультов на секциях EF
2. Устройство очистки клапана фрезой – левое и правое, шлифуют клапан абразивным роликом для более эффективного склеивания перед проклейкой:
Устройство фрезирования клапана EF счищает краску, лак или частично пленку с поверхности проклеиваемого клапана
СЕКЦИЯ ЗАГИБА ДНА САМОРАСКЛАДНЫХ КОРОБОК (3-точки) крючками

Секция загибки дна EF с направляющими и крючками загибки дна, установленными на верхних конвейерах.
1. Конструкция с конвейерными протяжками в 3 ручья. Большое пространство создает оператору все удобства для легкого монтажа подгибающих донный клапан лапок. Устройства имеют понятный и легкий механизм крепления;
2. Независимый индивидуальный привод;
3. Верхние конвейера протяжки так же оснащены пневмозапрессовкой, как и в секции предварительной фальцовки;
4. Используются направляющие спирали разной ширины – под разный клапан и упругие крючки. Регулируемое усилие крючка под разную толщину и плотность материала чтобы предотвратить надрыв.
5. Нижний проводящий ремень имеет ширину 50 мм, а верхний - 30 мм.
КЛЕЕВАЯ СИСТЕМА
Машина в стандарте оснащена 2-мя нижними дисковыми точками проклейки холодным клеем (левой и правой) + ОПЦИОНАЛЬНО 3-4-мя верхними соплами HHS или KQ проклейки с компьютерным управлением.
Нижние клеевые ванны имеют быстросъемную конструкцию, что облегчает уход и промывку – станцию можно поместить в емкость с водой.
Конструкция наносящего диска имеет щеки, препятствующие разбрызгиванию клея при работе на высоких скоростях. Две нижние точки могут использоваться одновременно.
В стандартном комплекте идут диски шириной 10, 15, 20 и 25 мм. Другие ширины – на заказ
Емкость одной клеевой ванны: ? литра

Нижние клеевые ванны EF
Для верхних точек проклейки Опционально машина может быть дополнена форсуночной системой нанесения холодного клея HSS (Германия) или KQ (КНР) с 3-мя или более пистолетами-подавателями.


ОПЦИОНАЛЬНЫЕ верхние дисковые клеевые системы нанесения клея соплами для EF
СЕКЦИЯ БИГОВКИ

2 дисковые биговальные секции – в стандартной комплектации EF
1. 2 линии усиленной биговки - для более надежного продавливания линий сгиба – особенно для гофрокоробов.
2. Запрессовка биговки регулируется пневматикой
СЕРВОПРИВОДНАЯ ЗАГИБКА 4 – 6 УГЛОВ
Секция загибки угловых коробок типа «Лоток» на 4-6 точки склейки. Оснащена сервоприводами и системой датчиков для четкого контроля работы загибающих лопастей
Механизм загиба хвостовых клапанов («Вертолет») разделен на 2 оси для лучшего контроля коробок различной конфигурации контролируется 2-мя сервоприводами.
Система «Вертолет» для загибки 4-6 угловых коробок: цикл вращения лопастей загибателей контролируется сервоприводом
· Быстросъемная система крепления лопастей загибателей;
· 2 режима работы загибателей: 1) загиб короткого клапана; 2) загиб длинного клапана (требуется больше времени для полного закрытия клапана и гашения инерции);
· Оси вращения загибателей 1) и 2) имеют индивидуальные СЕРВО-приводы;
· Секция оснащается фотодатчиками контроля загибки клапана;
· Цифровая регулировка цикла работы загибателей с тач-скрин панели управления.
СЕКЦИЯ ОКОНЧАТЕЛЬНОЙ ФАЛЬЦОВКИ И СОВМЕЩЕНИЯ

Секция финишной фальцовки EF выполняет окончательное сложение по 2-му и 4-му фальцу
1. Стандартно оснащена 3-мя конвейерными протяжками - для надежного контроля заготовки без перекосов;
2. Независимый индивидуальный привод;
3. Индивидуальный привод боковых выводных ремней с регулировкой их скорости для полного контроля за выводом ассиметричных коробок;
4. Удлиненная секция для большего пространства и более качественного сложения коробки
5. Средний поддерживающий конвейер;
6. Новая конструкция выводных конвейеров позволяет смещать верхние протяжные конвейера и выводные ремни вперед-назад:
· Это важно при работе с несимметричными и нестандартными коробками;
· Это важно при работе с коробками с чувствительной запечатанной поверхностью или матовой ламинацией (чтобы ремни не оставляли следов на поверхности коробок). Отсутствие этих регулировок в более простых комплектациях фальцесклеивающих машин существенно уменьшает перечень доступных к изготовлению коробок.
Смещаемые направляющие верхних протяжных конвейеров в секции дофальцовки позволяет изготавливать коробки несимметричной конструкции на фальцесклейках EF
7. Конвейера и ремни секции дофальцовки укомплектованы хорошим набором направляющих и боковых проводящих роликов разной формы (цилиндрические и конические) и наклона (90 градусов). Важно иметь возможность установки нужной силы прижима, наклона и высоты роликов в зависимости от типа материала и дизайна коробки.
8. Хорошее оснащение секции дофальцовки позволяют сэкономить уйму времени и значительно упрощает смену тиражей.
9. Быстрая регулировка выводных ремней по углу наклона и натяжению на выходе из секции дофальцовки:
– гарантирует хорошее совмещение и схватываемость только что проклеенного клапана;
– ролики установлены на натяжителях ремней новой современной конструкции, позволяющих быстро и удобно настроить натяжение ремней.
Быстрая регулировка угла наклона и натяжения выводных ремней рычагами на выводной части секции дофальцовки EF
ПРОСТОРНАЯ СЕКЦИЯ ВЫВОДА ЗАГОТОВОК («ТРОМБОН») НА МОЩНОЙ РАМЕ
Выводная секция «тромбон» EF с регулируемым по длине выносом
Секция принимает собранную коробку, допрессовывает ее, ведет подсчет готовых коробок, и выкладывает их каскадом на обжимной конвейер.
Выводная часть оснащена датчиками счета количества заготовок по партиям и датчиками замятия
Разделение партий так же возможно осуществлять методом старт/стоп - с разрывами между партиями. При Старт/стоп работа линии замедляется на остановки, связанные с формированием разрывов.
Система разделения партий позволяет точно контролировать производительность машины и многократно облегчает труд операторов по подсчету и приемке готовых коробок.
ПАНЕЛЬ УПРАВЛЕНИЯ с дистанционным пультом

Сенсорная ЖКИ панель управления EF с пультом дистанционного управления
1. С главной панели управления задаются основные параметры работы, работа поддува, скорость, подсчет и разделение партий, задержки, циклы работы загибок углов, длина заготовоки др.
2. С помощью дистанционного пульта оператору удобно производить настройку машины на тираж, удаленно работая на каждом из участков фальцевально-склеивающей линии и контролируя как прямой, так и обратный ход, ход на толчках и т.п.. Это очень удобно и экономит массу времени при переналадках.
КАМЕРА И МОНИТОР НАБЛЮДЕНИЯ ЗА ВЫКЛАДОМ

Монитор на самонакладе и камера на выкладе EF для удаленного отслеживания оператором
ПРИЕМНЫЙ ОБЖИМАЮЩИЙ КОНВЕЙЕР

Выводной конвейер EF
1. 2 скоростных режима работы обжимающего конвейера: Автоматическая синхронизация скорости и Индивидуальная регулировка скорости конвейера;
· Автоматическая синхронизация – задается определенный нахлест коробок, Скорость работы конвейера синхронизирована со скоростью работы машины. Прокрутка конвейера начинается только когда сенсор на входе получает сигнал о появлении первой заготовки.
· Режим индивидуальной регулировки – конвейер движется с задаваемой оператором скоростью, независимо от скорости работы машины.
2. Опционально может быть оснащен дополнительным вспененным мягким ремнем обжима для чувствительных к царапинам поверхностей.
3. Для гашения инерции вылетающих из «тромбона» коробок и более мощной опрессовки конвейер стандартно оснащается Устройством прессовки и разглаживания на входе в конвейер для лучшего распрямления коробки перед непосредственным обжимом в конвейере. Эта насадка на верхний ремень конвейера состоит из двух прижимных ремней, давление которых регулируется. Это устройство позволяет надежно контролировать прием готовых коробок, их четкую укладку в сплошной поток, так и их разглаживание в абсолютную плоскость для облегчения дальнейшей упаковки и транспортировки.
Пневмо-разглаживающее устройство на входе в конвейер EF
4. Зазор между верхним и нижним ремнем и давление конвейера регулируется пневматикой.
ОСНОВНЫЕ ПРЕИМУЩЕСТВА ЛИНИИ EF :
1. Дружественность машины оператору. Доступна автоматическая настройка на формат
2. Индивидуальный привод, Вакуумный самонаклад, Передние упоры-разделители с роликами, Пневмо-вибро-сталкиватель с регулируемой амплитудой – позволяют настроиться на любые типы материалов и формы заготовок.
3. Индивидуальные привода, пневмоприжим верхних конвейеров, 3 линии протяжки - стандартны для секций равнения, предфальцовки, загибки дна.
4. Клеевые ванны нижней проклейки с полным комплектом дисков разной ширины – от 10 до 25 мм – позволяют склеить любые типы одноклапанных коробок;
5. Биговальная секция – успешная работа с большими и плотными говроящиками.
6. СЕРВОПРИВОДНАЯ секция загибки 4-6 углов.
7. Индивидуальная протяжка боковых выводных ремней с индивидуальной регулировкой скорости в секции финальной фальцовки и регулируемые по вылету направляющие – делают возможным сложение ассиметричных коробок и коробок сложной формы.
8. Современная конструкция натяжения и регулировки угла ремней в секции дофальцовки для сложных дизайнов коробок.
9. Выводная секция с возможностью подсчета и разделения на пачки, с видео-контролем вывода.
10. Панель управления машиной с цветным сенсорным монитором и дистанционным пультом – позволяет оператору без труда управлять машиной из любой точки.
11. Прессовка и разглаживание плотных гофрокоробов на входе в конвейр и предотвращение смещение клапана в ходе обжима.
12. ЧПУ MITSUBISHI, Привода YASKAWA, Контрольная панель PanelMaster (Тайвань); Датчики Sunx, Япония; электронные компоненты Schneider, Франция; подшипники NSK, Япония; ремни Nitta, Япония
Комплектация:
|
Индивидуальные привода всех секций |
включено |
|
Двухуровневый самонаклад |
включено |
|
Система Вакуумных ремней самонаклада – по 8 ремней ( 4 вакуумных) на каждом уровне |
включено |
|
Автоматическая моторизированная настройка на формат самонаклада и секции финальной фальцовки с сенсорного монитора |
включено |
|
Функция запоминания настроек |
включено |
|
Клеевая система с нанесением клея форсунками на 4 форсунки Baumer HSS (Германия) |
включено |
|
Модуль он-лайн диагностики неисправностей |
включено |
|
2-линии дисковой биговки |
включено |
|
Самонаклад с индивидуальной регулировкой натяжения ремней и индивидуальным приводом |
включено |
|
Вибро-сталкиватель |
включено |
|
Секция Бокового равнения (приводки) заготовки по краю |
включено |
|
Новая конструкция передних упоров – с проводящими роликами |
включено |
|
Монитор на самонакладе и камера на выкладе для удаленного отслеживания оператором |
включено |
|
Беспроводной пульт управления |
включено |
|
3-я средняя линия проводящего конвейера в секции равнения, пред-фальцовки, загибки дна и секции дофальцовки |
включено |
|
Ременная пред-фальцовка (правая) 135° Новой конструкции |
включено |
|
Пред-фальцовка стальными направляющими 180° (левая) |
включено |
|
Секция загибки дна для саморскладных коробок |
включено |
|
Очистка клапана фрезой (2 головки) |
включено |
|
Секция загибки угловых коробок на 4-6 точек СЕРВОПРИВОД |
включено |
|
Выводные ремни секции дофальцовки. Индивидуальный привод боковых ремней |
включено |
|
Новая секция дофальцовки с возможностью регулировки направляющих вперед-назад |
включено |
|
Быстрые натяжители ремней новой конструкции в секции дофальцовки |
включено |
|
Выводная секция Тромбон с пультом управления и возможностью регулировки выноса вперед- назад |
включено |
|
Пневматический обжимной конвейер с синхронизацией работы с основной машиной с моторизированной регулировкой по высоте |
включено |
|
Прессующе-разглаживающая система на входе в конвейер. Пневматическая регулировка давления |
включено
|
Технические характеристики:
|
Модель |
EF-1700 PCW |
|
1-клапанная коробка ШхД в развороте |
1700 × 1300 мм |
|
3-клапанная коробка с самораскладным дном ШхД в развороте |
1750 × 1300 мм |
|
4-угловой лоток ШхД в развороте |
1480 × 1000 мм |
|
6-угловой лоток ШхД в развороте |
1420 × 1000 мм |
|
Минимальны формат ШхД в развороте |
260 × 150 мм
|
|
Обрабатываемые материалы |
гофрокартон BE/ /A/B/C/E/F волна, картон 300-800 г/м.кв |
|
Клеевая система : 2 верхних диска + 2 нижних диска |
стандартно |
|
Ширина клеевых дисков |
10-25 мм стандартно |
|
Максимальная механическая скорость |
240 м/мин |
|
Габариты (ДхШхВ) со стандартным конвейером и модулем равнения |
22000 х 2900 х 1650мм |
|
Требования к сжатому воздуху |
6 атм, 10 м³/час |
|
Электропитание |
380В, 50 Гц |
|
Общая мощность |
около 45 кВт |
|
Вес |
15,0 т |
| Пользовательские характеристики | |
|---|---|
| Срок службы | 20 лет |
| Поставка, доставка | Россия, Беларусь, страны СНГ |
| Гарантийный срок | 12 месяцев |
| Состояние | Новое оборудование |
| Дополнительный сервис | Установка, наладка, обучение и техническое обслуживание |
 Фальцесклеивающая машина для гофрокартона EF 1700 PCW. 1 и 3 точки склейки
Фальцесклеивающая машина для гофрокартона EF 1700 PCW. 1 и 3 точки склейки